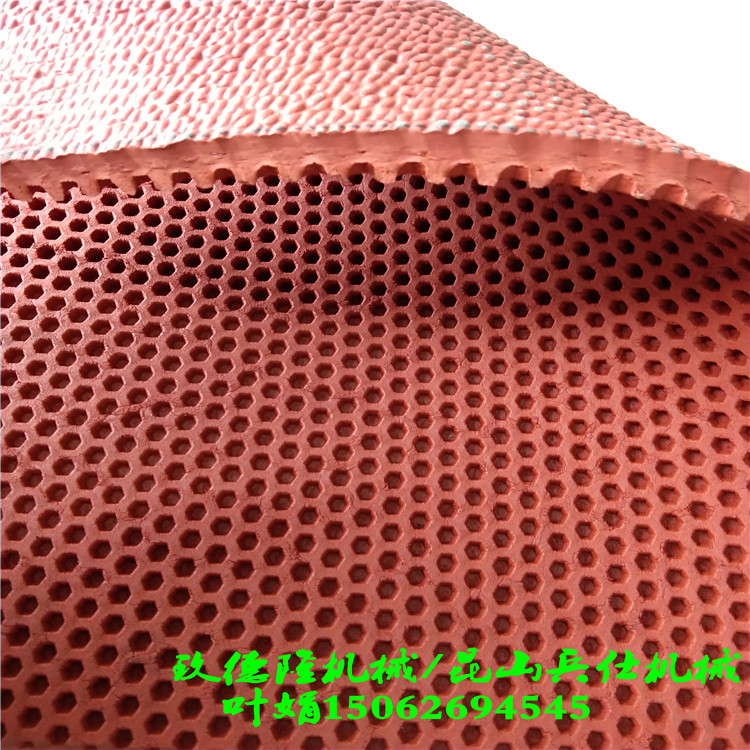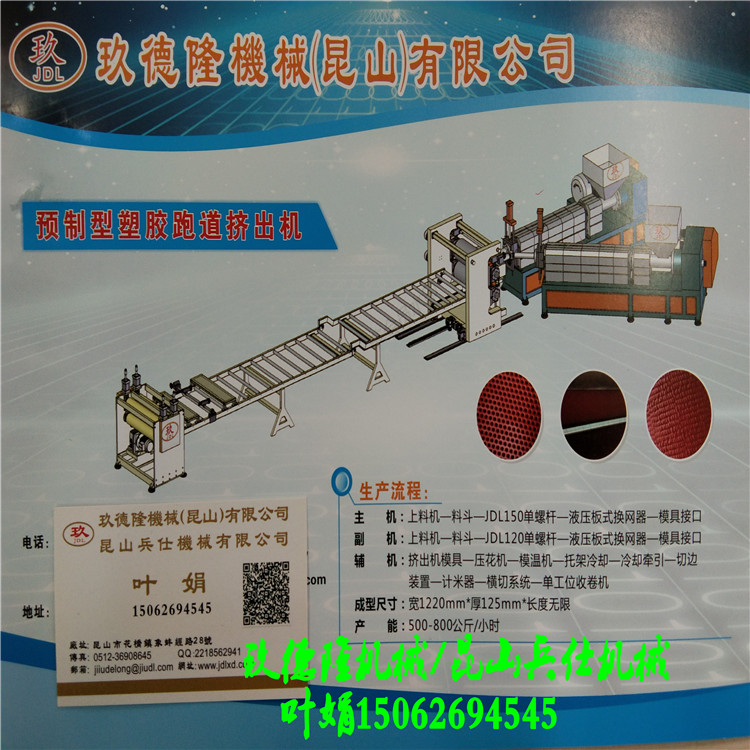




8mm厚预制型塑胶跑道设备技术配置
(一)不锈钢料斗
1.不锈钢料斗一件
(二)JDL-150挤出机
1、减速箱:采用ZLYJ系列专业为单螺杆橡塑挤出机配套设计的高精度硬齿面带推力座的齿轮传动装置,设计采用JB/T8853-2001《圆柱齿轮减速机》规定的各项技术规范,输出轴采用高强度42CrMo,其他齿轮和轴类零件采用高强度20CrMnTi材料;齿轮经渗碳、淬火、磨齿工艺加工,齿轮精度高、硬度高;齿轮精度为GB10095-88,6级,齿面硬度在HRC-54~62,在空心输出轴前端配置推力轴承,承受螺杆工作时的轴向推力,整机体积小、承载能力高,传动平稳、噪声低、效率高。当油位低于油标位置时,请添加中负荷工业齿轮油L-CKC220或L-CKC320(油品需客户自行采购)
2、主电机:
1)交流电机;
2) 功率:132kw;
3)“江淮”品牌;电机;
4)“三晶”变频调速器。
3、螺杆 (特殊)
1)直径:φ150mm;
2)材质为38CrMoALA氮化处理,氮化HRC65-70,深0.6-0.75mm,脆性不大于II级。螺杆表面镀硬铬处理;
3)螺杆芯部通水冷却;
4、料筒
1)材质为38CrMoALA氮化处理,氮化HRC65-70,深0.6-0.75mm,脆性不大于II级;
2)螺筒采用风冷却,分为段冷却;风机功率:0.15KW
3)料筒外加不锈钢防护罩,要求防护罩与机座相联;
4)加热区段:采用优质铸铝加热器
8mm厚预制型塑胶跑道设备 片材模具:(模内外复合)独立控温
上层模具出料有效宽度1350mm;制品宽度1220mm;上层制品厚度3-6mm,下层模具出料有效宽度1350mm;制品宽度1220mm;下层制品厚度10-16mm,模头材料:P20钢材,采用不锈钢加热棒;上下模具独立温控;模头流面镀硬铬处理。加热功率17KW;模具加温控制柜一套;
模具具体要求如下:
1. 上层模具出料有效宽度1350mm;制品宽度1220mm;上层制品厚度3-6mm,独立电加热控温系统;模唇采用:模温机油控温系统;
2. 下层模具出料有效宽度1350mm;制品宽度1220mm;上层制品厚度10-16mm,独立电加热控温系统;模唇采用:模温机油控温系统;
(六)三辊压光机JDL-1500 《一套》
1、机架
采用型钢焊接而成,有较高的钢性。整个机架由两件墙板、顶联接板及底座组成,各安装面均经过机械加工,以确保安装精度。形式:L
2、减速箱、电动机
本机采用辊筒独立传动,每个辊筒轴端均配有一传动减速箱,传动平稳、噪音低、效率高,结构紧凑。电动机采用交流变频电机,功率:2.2kw×3台;三辊线速度为2-4米分钟
3、辊筒组件
1) 辊筒直径:上辊φ400mm 中棍φ400mm 下辊φ400mm 辊筒花纹;中辊花纹:玉米花纹;下辊:指定花纹
2) 辊面宽度1500mm
3) 辊筒
A、辊筒控温水进出口径:11/4”
B、辊筒圆度:0.005mm
C、辊筒同轴度:φ0.012mm
D、辊筒表面粗糙度:Ra0.025μm
E、辊筒外圆表面淬硬HRC55~60,淬硬深度3~5mm;
F、辊筒表面镀硬铬,t=0.08~0.10
G、辊筒壁厚:50mm
H、辊筒轴承组:采用日本NSK耐高温双列圆柱滚子调心轴承
I、轴承座:结构为剖分式,以便快速更换辊筒。上盖上开润滑孔,方便维护。
8mm厚预制型塑胶跑道设备 公用工程条件:由客户负责
1、用电要求:频率50HZ 电压380V/220V 三相五线,客户负责提供所以电源到设备电柜连接线;辅机电柜到辅机的连接线由客户提供
2、用油要求:设备所用的油有由客户提供;设备厂提供设备所需的油种类和型号
3、用水要求:
1)循环水:供水压力:~0.45MPa
2)供水温度:≤38℃
3)工业软水(去离子水)供水温度≤38℃
4)内循环水:设备工艺需要机筒冷却降温用循环水,水介质必须是软水(蒸馏水),不能用自来水,以防水垢;
5)外循环水:冷却内循环水回水降温和水槽循环降温用水;
6)外循环水源:可根据情况在生产车间墙外建筑25~30m3水池,安装冷却塔;水温为常温:水泵抽水形成外循环水;
4、电仪控制柜使用温度环境≤38℃,无导电粉尘
5、机组可放置在平整承重地面上,可不做专门基础。